Dui metudi di trasfurmazioni di ingranaggi ipoidi
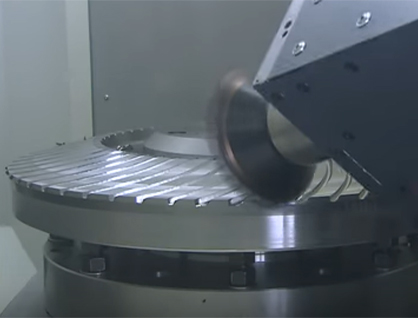
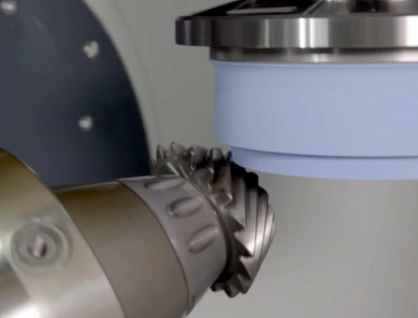
Uingranaggio conico ipoidehè statu introduttu da Gleason Work 1925 è hè statu sviluppatu per parechji anni. Attualmente, ci sò parechji equipaghji domestici chì ponu esse processati, ma u processu di alta precisione è di alta qualità hè principalmente fattu da equipaghji straneri Gleason è Oerlikon. In termini di finitura, ci sò dui prucessi principali di macinazione di ingranaggi è prucessi di lappatura, ma i requisiti per u prucessu di taglio di l'ingranaggi sò diffirenti. per affruntà u hobbing.
Uingranaggitrattatu da u tippu di fresatura faccia sò denti tapered, è l 'ingranaggi trattatu da u tippu hobbing faccia sò denti uguali-altitudine, chì hè, l 'altitudine denti à i facci fini grande è chjuca sò listessi.
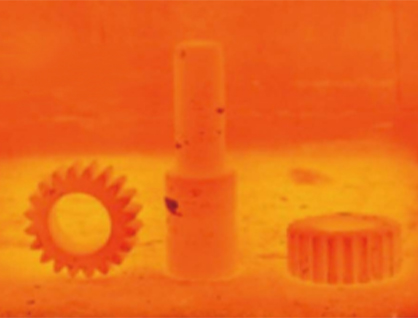
U prucessu di trasfurmazioni abituale hè apprussimatamente machining after pre-riscaldamentu, è dopu finisce a machining dopu u trattamentu termicu. Per u tipu di hobbing di a faccia, deve esse lappatu è assuciatu dopu u riscaldamentu. In generale, u paru d'ingranaggi inseme deve esse sempre accumpagnatu quandu assemblatu dopu. In ogni casu, in teoria, l'ingranaggi cù a tecnulugia di macinazione di l'ingranaggi ponu esse aduprati senza currispondenza. In ogni casu, in u funziunamentu attuale, cunziddi l'influenza di l'errori di assemblea è a deformazione di u sistema, u modu di currispundenza hè sempre utilizatu.